
Some Specific Air Perm Fabrics (NeoShell, eVent, Dry.Q Elite…)
A couple of air perm fabrics are already on the market today. Polartec NeoShell was the first membrane to focus its marketing on the fact that it is air permeable, though eVent has been around a bit longer and is also air permeable. Mountain Hardwear’s Dry.Q Elite is also notable (though it is likely just rebranded eVent). Marmot now has proprietary air perms as well, Nano Pro and Nano Pro Membrane.
NeoShell uses a proprietary process to create a porous PU membrane. PU is naturally oleophobic (repels oils), so there is less danger of fouling, and it’s also very stable over time and in different environments (temperature, humidity, etc.). Though Polartec will not divulge how they make their laminates, by the look of some of Polartec’s promotional material, it seems to be some sort of PU microfiber mesh. I imagine the manufacturing process looks something like making cotton candy (i.e., an electro spinning process, though I’m walking in the realm of pure conjecture here).
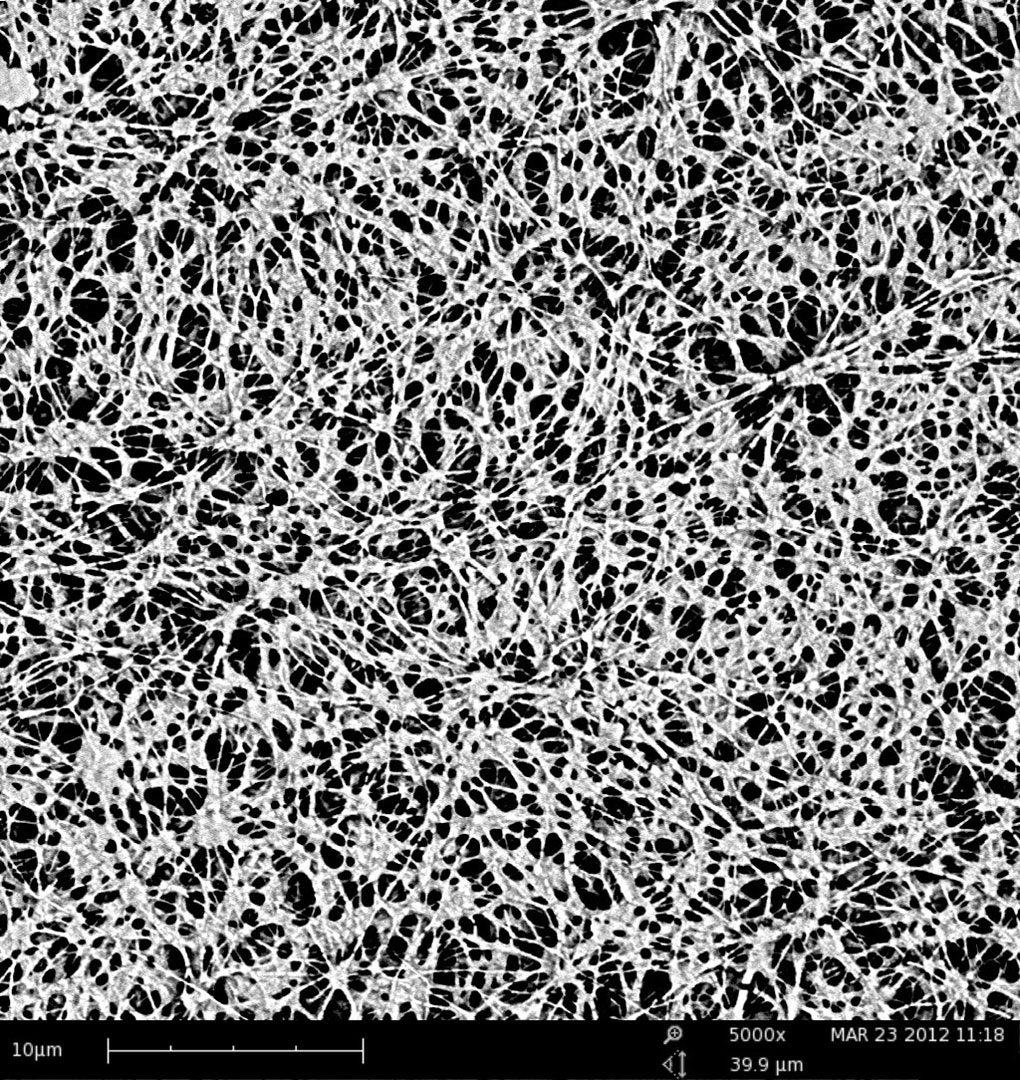
eVent uses an expanded polytetrafluoroethylene membrane (ePTFE), the same material that Gore uses on the outer layer of their membranes. Instead of protecting the ePTFE with a thin PU layer, however, eVent uses a proprietary oleophobic coating that keeps the ePTFE from fouling over time. Like Polartec, eVent is very tight lipped about this process and the materials at work.
In the spirit of further conjecture, I imagine that eVent applies their oleophobic coating using a chemical vapor deposition process, and that the coating contains fluorocarbon chemistry. (Again, though, pure conjecture.)
Nano Pro & Nano Pro Membrane
New from Marmot this year is a technology called Nano Pro. Entering the rather small arena of air perms as an OEM and a fabric/laminate producer is allowing Marmot to out-price just about every other air perm on the market. We aren’t ready to publish a review of a jacket made with Nano Pro yet, but so far the response around the industry been very positive.
Marmot is using the technology in two different 2.5 layer constructions. “Nano Pro” is the cheaper of the two and involves a micro porus, air permeable PU material that has been applied (likely via some painting or spraying process) to the underside of a face fabric.
“Nano Pro Membrane,” on the other hand, features a standard laminate construction in which a porus, air permeable PU membrane “film” is built separate from the face fabric and then applied to the face fabric (like wallpaper).
Marmot has published air permeability rates for these two new constructions and the laminated Nano Pro Membrane boasts significantly higher breathability numbers than the coated Nano Pro.
In any case, these manufacturing processes and materials in the air permeable membranes generally aren’t a huge selling point to the average consumer. The real take-home here is that Nano Pro and these other new membranes allow for a controlled amount of air permeability while still being protected from fouling by sweat, dirt, and oils.
Gore-Tex Active Shell & Gore-Tex Pro (…and Air Permeability…)
So far, Gore-Tex has yet to market a fabric as “air permeable,” but they do have two major membranes that are big players in the current outerwear market: Active Shell (their most breathable material) and their new Pro membrane (which offers the highest level of protection of any Gore fabric).
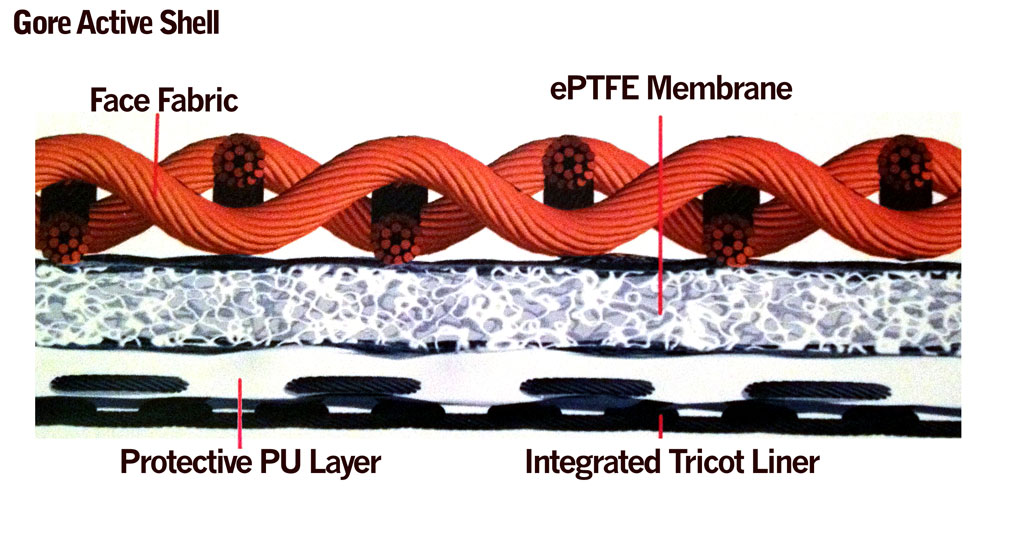
Active Shell increases the breathability of the membrane over traditional Gore-Tex or Gore-Tex Pro by utilizing a high-temperature, high-pressure process to physically integrate the fabric’s tricot liner to the protective PU layer on the inside of the ePTFE membrane. This brings the hydrophilic tricot liner significantly closer to the ePTFE membrane, thus increasing breathability.
Gore-Tex is still able to keep the PU layer as thick as it needs to be (either for protection of the ePTFE, or because of manufacturing limitations—it’s hard to say which dictates the minimum PU thickness) while making it act much thinner than it actually is because the tricot liner is physically integrated with the PU layer.
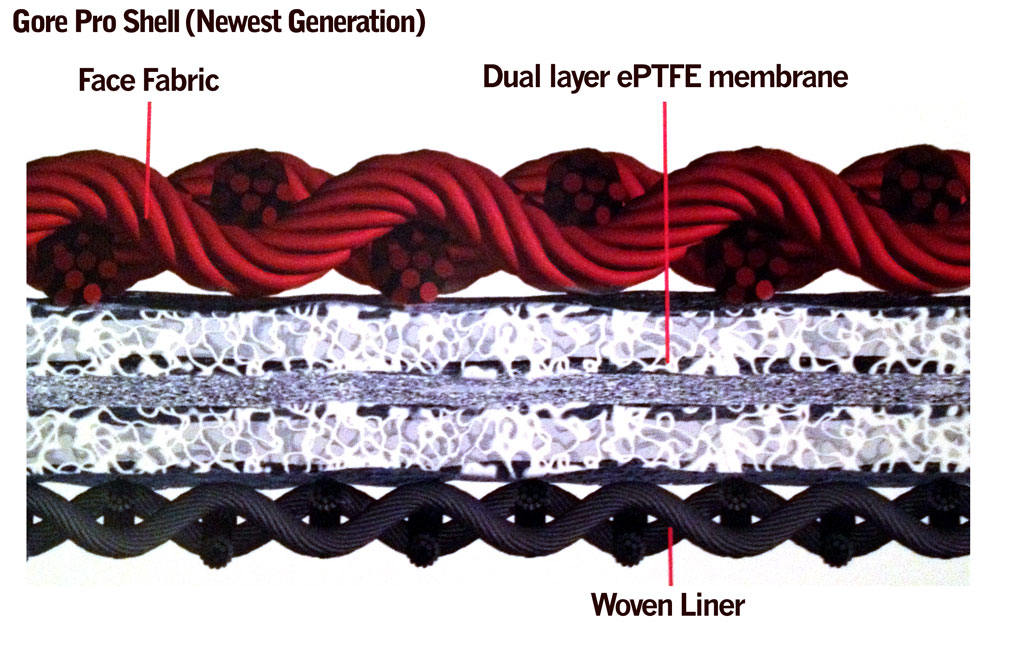
Gore-Tex Pro (not to be confused with Gore-Tex Pro Shell, the previous generation of Gore’s high-end WPB fabric) is Gore’s latest top-tier laminate, first featured in outerwear products in the fall of 2013.
Gore-Tex Pro’s ePTFE membrane is actually made up of three different layers. Two ePTFE layers are bonded to each other in a high-temperature and high-pressure process (likely similar to how Active Shell’s tricot liner is bonded to the inner side of its membrane). Between them is a higher-density ePTFE material. Together these three ePTFE components make up the Gore-Tex Pro membrane.
It appears that the Gore Pro membrane is protected from fouling via this multi-layer ePTFE structure (as Gore Pro now uses no polyurethane “PU” protective layer). The inner layer of ePTFE acts as a sacrificial layer, absorbing all of the gunk (sweat, dirt, ions, etc.) that would otherwise eventually foul the rest of the membrane, compromising its waterproofing capabilities. The higher-density ePTFE material at the interface of the two layers is enough to keep that gunk away from the second ePTFE membrane.
Here’s my theory about Gore-Tex Pro:
Gore-Tex realizes that their current technologies will not be able to compete with air perms as far as breathability goes.
But they can’t really copy eVent or Polartec, because the idea of air permeability is seemingly in direct conflict with Gore’s promise of 100% waterproof fabrics.
The membrane that Gore has created is just ambiguous enough that it doesn’t look air permeable. And that’s probably enough. Especially considering that Gore-Tex Pro preforms really well.
My hunch is that Gore-Tex Pro is actually slightly air permeable—not as much as eVent or NeoShell—but enough to substantiate Gore’s claim of 36% increased breathability over previous Pro Shell generations. Of course, Gore would never admit this to be true, and, again, I am purely speculating that Gore-Tex Pro is air permeable…
Bottom Line
So while you might not be ready to have conversations about airflow rates and pressure drops across membranes, or likely hear about them on the chairlift (unless you’re on the chair with me), it should be clear that the world of outwear is changing in a big way.
We are particularly impressed with these new air permeable fabrics. They do a great job keeping you dry and can significantly increase your comfort in the mountains, allowing you to recreate harder and longer.
In reviewing different pieces of outerwear, we’ve had a chance to test most of the waterproof / breathable fabrics discussed in this article in the mountains. To read about their real-world performance in the jackets we’ve tested, see the following reviews:
Arc’teryx Rush, Arc’teryx Caden, and Black Diamond Sharp End (Gore-Tex Pro)
Mountain Equipment Centurion and Tupilak jackets (Polartec NeoShell and Gore-Tex Pro, respectively)
Westcomb Switch LT Hoody, Flylow Lab Coat, Flylow Lab Coat 2.0, and Strafe Temerity Jacket and Pants
(Polartec NeoShell)
Arc’teryx Beta FL & Mountain Equipment Firefox (Gore Active Shell)
Rab Viper (eVent DVL)
I have been making outerwear for years from both Gortex, and Polartec Powershield (and most recently Polartec Neoshell, which is a killer breathable) and I REALLY enjoyed your in-depth article. You know your stuff! We occasionally sell excess fabric from the Discovery Trekking website, and I can tell you that when we get these fabrics in, they get scooped up pretty fast. Even though some of the Powershield technologies are not brand new, I am still wearing pants and jackets I made 8-10 years ago and have never had an issues. But I agree that they are getting better and better. Thanks for the great article.
I’ve been using the Patagonia Knifeblade pullover, with Powershield Pro, which as I understand it is a more breathable version of Neoshell. Very impressed. A jacket (pull-over actually) that is functionally weatherproof for ski touring, but unlike every other shell I’ve used – doesn’t act like a vapor barrier when working hard. I’m a believer, and am definitely going to add pants and a puffy (Polartech alpha?) using this technology for next winter.
Hey Stewart,
The knifeblade is a killer jacket! I was bummed I didn’t buy one while I had the chance…
I am currently testing a Polartec Alpha piece and we’ll have the review up in a few months. So far the insulation has been exceptional. I think the main issue this coming fall will be limited styles because it is such a new technology.
Sam
very nice article!
What can you tell me about these mountain shirts from Buffalo??
It uses pertex and “aquatherm pile lining”
Some people swear by it but I’m sceptical..
Hey Kevin,
I don’t have any person experience with these jackets, but from looking at the site they appear to be a fleece lined windshell (2L construction) that uses Pertex for the face fabric. This means that there is no WPB laminate and the jacket will not protect you well in harsh conditions. It looks more like something that would compete against softshells rather than hardshells. Without taking a look in person though its hard to say!
Sam
Great article! I heard that Gore has been working on a new insulation that has a twofold purpose. In cold conditions the insulating material expands creating more loft, thus retaining more body heat. When conditions are warm the material contracts allowing more body heat to escape. It was designed for the
military but has obvious application for any outdoor enthusiast. Keep up the good work!
Hey John,
Thanks for the info, we’ll be sure to keep an eye out for this new technology. Sounds very cool!
Sam
Sam
Very useful write-up.
Be curious to get your thoughts on Polartec PowerShield Pro vs Neoshell? How does Polartec Alpha fit in this paradigm? Guessing it would fit as a mid-layer.
Hey Michael,
I am currently testing both a PowerShield Pro piece and an Alpha piece. So far I can say the PowerShield Pro breathes very, very well. Definitely better than Neoshell. It is also a softer/quieter fabric with a bit of stretch so it is very comfortable. You do sacrifice a decent amount of protection though when going to PowerShield Pro over Neoshell. The piece I have (Patagonia Knifeblade) does not have sealed seams (though they are all double top stitched) or waterproof zips. In shells, it tends to be a case of trade-offs and I don’t see this to be any different.
As far as Alpha, there is a lot to be said about this insulator. The basic principle is that by using a very low density knit insulation, there is no need for a “down-proof” or similar fabric on the inside of the jacket. So Alpha jackets are lined in some sort of mesh which is much more breathable than the typical nylon fabrics used for puffy liners. I think the biggest challenge with this insulation is for manufacturers to figure out the best way to use it. I have the Marmot Alpha Pro jacket and it can’t really decide what type of jacket it wants to be…
The bottom line though: Polartec is making waves in outdoor fabrics and insulators. They are doing it better and faster than anyone else.
Thanks for your comments Michael,
Sam
Would love to read your reviews of the Marmot Alpha pro and the Patagonia Knifeblade jacket. Do you know when you will have those available to read?
Check back late summer time. I plan to have both reviews done around then.
Sam, if you are interested in seeing a sample of Neoshell and Powershield Pro, I do have some in my store and would be happy to slip a piece of each in the mail to you. It would be interesting as this particular style of neoshell and PS Pro look virtually identical to me. In this case, both styles are very lightweight and neither one has a fleece back. (Normally on Powershield, there is a fleecy inner side).
Let me know. You can reach me via the Discovery Trekking website, or at info@discoverytrekking.com
Leslie
I just got in a few rolls of a different style of Powershield Pro. This one is midweight, and the backing is soft/thin tiny squares of fleece. I made my first jacket and LOVE it. Although I can’t compare exactly to my Neoshell jacket because the Neoshell I happen to have on hand is a much lighter fabric, they are both extremely breathable and comfy.
Could you review/test NeverWet (http://news.cnet.com/8301-17938_105-57590077-1/spill-a-lot-neverwets-ready-to-coat-your-gear/). I would like to test it in terms of how it affects a hardshell’s breathability. Also I wonder how durable it is for an outdoor application. But it looks like it could be the ultimate do it yourself DWR.
I’m going to start posting here under this pen name. I work for a major player in the shell market, and I would like to be able to speak my mind without worry of saying anything “off-message”.
TL:DR version: Goretex Pro for pants in the winter, Neoshell for jackets in the winter, unless you actively pursue skiing in the rain or are planning a trip to the local wind tunnel.
My General conclusions from years of buying, selling and using outdoor gear:
Event is magical for the first few days out. Then you stand around a campfire, sweat, spill food, sweat more and the magic levels of breathability start to fade. Then you wash the jacket and breathabilty returns. Repeat the cycle a few more times and you start noticing bubbles in the fabric. Soon thereafter large bubbles develop and either 1)the membrane starts separating from the face fabric or 2) the membrane separates from the backer fabric. Event CANNOT handle repeated exposure to sweat, deodorant, detergents, etc. There is a reason why the much hated PU layer in most Gore products. My Event jacket I had was warrantied twice and I gave up on the third time. I wanted to love Event, but a jacket should fall apart after 30-40 days of casual mountain usage. Also, another gripe about event is due to the wide pores it seems to pick up odors (food smells in particular) more readily than other membrane products. Also, to note- DriQ from Mountain Hardware is simply rebranded eVent membrane.
Neoshell is a fantastic product for temps below 30°. It even does a pretty good job in above freezing temps if you’re careful with it. Where it falls short in my opinion is sustained rain on multi-day trips or anything involving pressure + wet. It does a good job in situations where you actively moving but I disagree with the contention that 10,000mm is the most waterproofing you need. I would never use Neoshell if I was carrying a heavy pack or lift-skiing frequently. It maybe a different story in the Rockies, but based on some of the Neoshell pants I have used in the Cascades/Coast range, I have found Neoshell to be inadequate for sitting/kneeling in truly wet conditions. A 180 pound man easily exceeds the amount of PSI that 10,000mm is representative of when kneeling with a pack on or sitting on a chair lift. Also, you can get quite a bit of pressure under shoulder straps on pack. This a bigger consideration in rain/sleet than true snow. Neoshell is pretty variable in terms of price, but you get what you pay for. I have seen some delam but not bad, most of the warranty issues with Neoshell come from manufacturing errors due to the difficulty that a seam taped stretch fabric present.
The new Goretex Pro is basically a complete redesign of the old Pro fabric. They essentially share nothing in common, short of having ePTFE in them. The best way to think of New Pro is multiple layers of ePTFE that have cell structure somewhere between old proshell and event. New Pro does not have a PU oilophobic layer like previous versions of Goretex. It is air-permeable and from my field usage pretty damn windproof and breathable. The multiple layers of ePTFE provide a sacrificial layer to become contaminated without the issues that presents itself in eVent (fabric delam, leakage, decline in performance.) The 28,000mm Hydrostatic head is probably overkill for the Rockies in the winter or people sub-150lbs, but if you’re a 180lb bro with a 30lb pack or you ski/climb in an ultra wet environment (Cascades, Scotland, etc.) you will be glad for it. Nothing sucks more than having a wet ass from sitting on a chairlift. The main drawback with new Pro is that it is ungodly expensive. I think the entry point pricing from most companies on a pair of Pro pants or jacket is close to $500. Not something the average ski bum can afford. New Pro should be hitting stores within the next month or so.
Goretex active is a good fabric, some durability issues. The first batch seemed to have the occasional delam issue but not to the degree eVent has. The main thing that is holding Active back is Gore themselves. There are pretty stringent requirements that make it hard to build a really 4 season worthy shell- pockets have to vent into the body of the shell (vs taped waterproof pockets on Pro) and there is a maximum weight (~13oz). This generally lends to lightweight designs, with small minimalist hoods, minimal room for serious layering and a general lack of features. It is a very breathable fabric but it is not Air Perm, and still features the PU layer. The other main drawback is how light the face fabrics typically are, 20d fabric will not hold up to a stout bushwack or thrutch through a chimney. Some companies are starting to address that with heavier face fabrics, but it will be at least another 6 months before we start seeing that product hit the market. Price entry point is ok for what you’re getting but not as good of a value as Neoshell. I think Arc’Teryx (surprisingly) may have the lowest cost of entry, but it is a really defeatured shell.
All that to say my general philosophy for winter alpine climbing and skiing is that your pants should always be at least one step more burly than your jacket. For instance, my current systems are as follows:
General alpine climbing in storm conditions:
Neoshell Pants
Gore Windstopper Jacket
Touring in storm conditions:
Goretex Pro bibs
Goretex Active Jacket (Anorak style so I can be a mountain hipster/not suffer a space/weight penalty if the weather calms down and I want carry my shell.)
Lift skiing in storm conditions:
Goretex Pro bibs
Polartec Neoshell Jacket (it’s a much heavier denier fabric than my Active shell jacket plus, I’m a gear whore. Deal with it.)
Thanks for your comments! I think you have brought up many good points, especially on the worthiness of NeoShell as a above freezing wet weather piece.
Living in Colorado myself, we see typically dry and cold winters. The rest of the seasons can be wet – but typically severe afternoon thunderstorms are the most consistent form of precipitation. Combine that with my slight frame (~135lb) and general light and fast mentality in the mountains and I have seen no water penetration with NeoShell. However, I could see soak through happening with a heavy pack on, in a prolonged rain at the hipbelt/shoulders.
I think the point about the durability of eVent is a very important point. Washing frequently with a VERY mild detergent, VERY mild water temperatures and hang-drying is essential. There just is not much protection to the ePTFE in the eVent laminate.
I am extremely eager to try out New Pro Shell, hopefully we can get a test piece in the next few months. The idea of the “sacrificial” ePTFE is extremely interesting, especially in a product that Gore touts as its highest level of protection. We’ve had our eyes on testing this technology since SIA!
Thanks again for your comments,
Sam
Thanks Sam! I hope to be an active participant in these posts about outerwear. Don’t worry, I have plenty of opinions when it comes to insulation and softshells as well… and don’t get me started on packs and tents. :-)
I think a real flaw with eVent is that you have to wash it frequently- most people struggle to change their oil on time, I doubt anyone really wants a shell they have to futz with every few trips. Every time you wash you should also evaluate if the DWR needs a refresh. Wetted out face fabric negates any fancy permeability or breathability plus in extended rain situations starts to invite leakage through the membrane. Unfortunately, no one has invented a one way membrane.
This may sound crazy but I think the best applications for Neoshell are things that we haven’t seen anyone make yet- gloves, boots, wpb socks, etc. Where the PSI is low and need for breathabilty is quite high.
I would love to see an Alpha insulated Neoshell jacket. Imagine how cool an insulated shell that you could actually move in would be? You could put it on in the morning and never have to mess with layers for the rest of the day.
I’m confused about some of the opinions (not that they are wrong) but because, for example, Polartec makes a style called Powershield 02, or Neoshell, or windpro, or whatever…and its a group of fabrics with the same techncial qualities within the style, but MANY different weights. I have some Powershield 02 in my store, one roll is super lightweight and is identical in feel to the Neoshell, and other one is heavier. SO, when you are comparing finished garments that are Neoshell vs. Powershield 02, I know you can prefer one above the other, but unless you had the garment in various weights within each style, it would be difficult to make a generalization about one being better than another. They are all amazing, but after reading different opinions I would still have to make up my own identical garments from various weights of each style of fabric, then make my decision. I probably have 4-5 weights of powershield alone, in my shop.
I agree, it can be difficult to be black and white about Polartec products by comparison to Gore. I’m still not sure what exactly “Thermalpro” means, as I’ve seen it on everything from hiloft fluff fleeces from Mountain Hardwear all the way down to lightweight tech fleeces from various companies.
Powershield is not a seam taped garment and the membrane does not have the same level of hydrostatic head that Neoshell has. There are also heavy fleece lined “Softshell” Neoshell fabrics, but they are very difficult to make a truly commercial product due to the difficulty of seam taping (stretch and material shift). Sure, 5-6 years ago companies were externally seam taping softshell when it was a really popular category but external seam taping looks like crap and fails overtime. It is generally acknowledged that powershield (particularly Powershield Pro) was Polartec’s stepping stone to a full waterproof membrane.
Neoshell is better for true wet weather performance regardless of fabric weights than any variation of Powershield. Neoshell is a hardshell membrane with softshell like properties whereas Powershield is truly a softshell with hardshell aspirations. (No one would want Powershield in an extended rain storm. I’ve tried it and I wouldn’t wish the experience on anyone.)
In general the only styles of Neoshell that major manufacturers have been able to build are similar in weight to Goretex Active or Performance shell with pretty traditional face fabrics and backers. I’m sure that the more interesting variants of Neoshell are awesome, but I don’t think they are suitable for building 5,000 jackets at a time.
One of the biggest strengths of Gore is that they are pretty rigid on what each product is. You don’t have a whole lot of options beyond some variations of fabric weaves in the pinnacle fabric products from them. Goretex Pro fabric between one company and the next is going to be very similar. The main factors for purchase then become features, fit, finish and what logo it has. Which in someways isn’t a bad thing, I don’t think.
(Although, as a side note: There is now quite a bit of variant in standard “Goretex” (now encompassing everything from Paclite to Denim Faced pants from companies such as Burton.) But I don’t think people at that level care as much about technical specs provided that a garment has the Triangular logo hanging off of it!)
Sam, I’d ride the lifts with you! I love to talk about outerwear just as much as skis! Gear is gear, it all contributes to the things you can or can’t do, and the fun you have while doing it.
One thing that was kind of brought up in the above comments, is that it’s not as simple as membrane X or Y, specific face fabrics have a huge effect on performance as well, as does garment construction.
One way that you can illustrate the air-permeable but waterproof fabrics is with the Event-bottomed dry sacks.
I wish more manufacturers would design a garment with differential fabrics, using each fabric in a location where it plays to its strengths. I.e. More durable, high hydrostatic head fabrics on the knees and shoulders, more breathable fabrics in other areas. For skiing especially this could be very beneficial, as OWNerd points out, kneeling, sitting and packstraps all exert high pressures. At the same time, hard, prolonged rain is rare in skiing.
I think the problem is in marketing, it makes for a mixed message when you’re trying to sell it. That’s probably why companies like Patagonia keep trying and keep dropping the items.
I definitely agree with the fact that the industry is lacking good hybrid jacket at the moment. We are really interested to check out some of the new pieces from Arc’teryx that look to address this gap. However, like you said, it is certainly a marketing issue. Unfortunately, many people who buy these high performance jackets aren’t actually getting out and pushing the jackets to their limits. A large percentage of the market for 3L shells is upper/upper-middle class casual users, marketing a hybrid piece to that market is hard!
Thanks for your comments!
Sam
Sam,
I posted a reply to the Knifeblade review, talking about Nikwax Analogy. I see it’s still awaiting moderation. Can you move it here instead, this might be a more appropriate spot?
I know it sounds like marketing promo, but I truly don’t have any connection to them ;-) Please check it out for yourself.
Hey Sam,
Thanks for the great article! I wanted to ask how Gore Windstopper fabric was constructed and how it compares to the others you discussed. I’ve had a Mountain Hardware Kepler jacket made with DryQ Elite for several years and have loved it for ski touring etc. Unfortunately, its getting a little ragged and I’m looking to replace it, possibly with a Black Diamond Convergent, which is made with Gore Windstopper Active. What are your thoughts about this fabric/jacket as an option for a skiing/ski touring jacket? Thanks!
John
Hey John,
Thanks for your response! I don’t have too much personal experience with Windstopper, however I can make a few comments.
1) It will not offer as much protection as your old MH jacket. DryQ is a full hardshell and Windstopper is definitely not.
2) Gore calls the fabric Windstopper active, and judging by the little info I can find on this laminate, it sounds like a standard soft-shell fabric. It is likely vey similar to Polartec PowerShield.
3) If you are going to use the jacket mostly for ski touring somewhere dry (i.e., Colorado, Wyoming) then this should be fine. If you live somewhere a bit wetter (i.e., West coast) I would go with a full hardshell.
I hope that answers your questions, without having worn anything with Gore Windstopper Active, it’s hard to say much more!
-Sam
Oi, just thought it prudent to give thanks for the effort. Hands down the most thorough 101 and 201 on breathables I’ve read on the www. At the end of the day, it still depends on your intended use. This really helped clean up my gritty mind and go buy. Cheers, Pete
This is one of the best overviews of the technology for consumer consumption I’ve read. Well done. I do have a few comments and questions.
Regarding this line: “With the seemingly obvious advantages of air perms, one logical question is, “Why are air perms just now hitting the consumer market?”” The short answer is, they’re not. eVent has been on the market for over a decade. It is true though that only since 2008 or so has it been more widely available (really part of this answer has to be Gore’s strong arm tactics regarding their contracts with manufacturers) but that’s still 6 years of reasonable availability which I guess is “new” compared to Gore, but not that “new” in reality.
Regarding the windproof comments, I thought there was a standard for windproofness and that it wasn’t as simple as 0CFM? I can’t seem to find this info now. My understanding is that average eVent (and I assume the DryQ Elite from MHW) has a CFM of 0.1 and that “typical” Neoshell has a CFM of 0.5? I know there is some research on air permeability that states something to the effect that below a certain CFM the permeability can’t physically be felt as air movement. I also thought that that was the threshold for windproof? I can’t find that info right now either (about the CFM “feel” threshold);and I may have simply imagined that this threshold defined windproof vs air permeable?
Either way, killer article, and great discussion in the comments.
Hey RPM,
Thanks for the kind words!
Yes, air perms have been around for longer than most consumers would believe. They have finally been picking up traction and market share in the past few years which is something I’m pumped on!
As far as the CFM values, I think that you are right. There is a standard somewhere. A quick search around on ISO didn’t yield anything promising. I think the main issue with words like “windproof” and “waterproof” is that they have historical uses in less than precise context. Calling NeoShell windproof and then calling a Walmart uncoated nylon windbreaker windproof certainly waters down the value of the word.
I do think your numbers sounds right though, I just can’t find the source at the moment.
Thanks!
Sam
A truly glorious article – and the deepest and best explanation I have found anywhere.
I would be overjoyed if you could shed some light on the final mystery membrane (from a European’s perspective anyway)… the Dermizax range from Toray. It is used by a number of high end European brands in their top lines – Bergans, KJUS, Killy, Peak Performance. I think Trew in the US also use it.
The newest varietal, “Dermizax NX” is claiming 20,000mm, 30k-50k g/m2/24h (notwithstanding your caveats to breathability stats), whilst also being air permeable, and stretchy. Some impressive claims, but as far as I am aware, it is largely unknown in the US market.
I have been spiralling into obsession looking for further information/confirmation/insight from someone who knows what they are talking about. You may be my last best hope!
Thanks again for an amazing article, and amazing site.
FWIW, Toray FAQ, says:
“—What is the difference between ENTRANT*V and PTFE membrane?—
APTFE membrane has micropores and is laminated to the fabric.
ENTRANT*V is a polyurethane microporous coating.
ENTRANT*V is a specially engineered fabric coating with extra high strength and durability. In the manufacturing process–from the fibers, to the weaving, and the dying, to the DWR coating process–ENTRANT*V is total quality controlled. The company’s advanced vertical manufacturing process ensures the consumer optimal performance and comfort in the ENTRANT*V line of activewear.
Also, Toray’s ENTRANT*DERMIZAX* which has a polyurethane non-porous lamination with an over 200% stretchable membrane and a soft hand offers excellent flexibility. It is applicable for a multitude of stretchy shell type activewear applications.”
Hey Tom,
Dermizax is a fabric that I have no personal experience with. I think the Toray fabrics bring up a few good points. I do want to be perfectly clear though that nothing I know/think about these fabrics is based on actually using the fabric outside.
1) The feeling I get having researched this fabric a fair bit is that Toray is making excellent quality fabrics. They sell fabric to some brands that charge a TON of money for their outerwear. The thing about these companies though is that (by and large) their target markets are more wealthy chalet owners than serious skiers and mountaineers (of course this is a generalization). This means that the importance of things like hand feel and face fabric appearance likely take precedence over performance. This idea is echoed in your pasted FAQ above where Toray touts their quality control rather than other, more technical details. I am currently living in europe and have looked at a few of these pieces in shops. The fabric quality feels very high – there is no doubt that Toray is making good fabrics.
2) Toray has a surprisingly lucid and straight forward website for an overseas fabric house. Each of their various laminates are detailed with constructional techniques and performance numbers based on common standards. That being said, Dermizax NX is mysteriously absent from this site, as is much info at all on this specific fabric which seems very odd considering NX was released in 2010… (one potential reason for this is that Toray is also selling is fabric to other companies that are using it as a “house brand”. Think Patagonia H2NO or TNF Hyvent, but not necessarily those specifically.) What I have found on NX is that it is a PU based fabric that can stretch. I have seen a few places referring to it as monolithic and therefore NON air permeable. This matches up with most of what I have been thinking about the fabric, but it still is a bit of a mystery. I don’t believe those MVTR’s (“moisture vapor transmission rate” – a way to rate breathability) for a second though, especially if NX is monolithic. A monolithic membrane shouldn’t be able to get a 50k rating when NeoShell typically is 20-25k.
However, due to the lack of info I don’t necessarily trust that NX actually is monolithic. My best guess is that it is microporous PU, which Toray does make under other names (Dermizax MP, some of the Entrant line).
3) It would be great to test more pieces that use Dermizax. Jonathan Ellsworth has just started getting time in the TREW Cosmic jacket (which uses Dermizax EV, not NX), and we’re looking at some pieces that I might be able to start testing, too.
Thanks for your comments and let me know if you have any other questions!
-Sam
Thanks so much Sam, you are a saviour.
Would be awesome to read some reviews – its surprising how hard it is to find an opinion on the fabric given that it is used in a lot of top end garments.
I own an old pair of hand-me-down, Spyder trousers which use Dermizax-EV. Despite being insulated and not featuring any venting, skinning in them in +ve Celsius temperatures is not a disaster, so they must be doing something right!
Tom
Sam, great synopsis.
I agree with Tom about Dermizax NX and am spiraling into the same abyss. It would be great if someone could shine some light on the Dermizax NX mystery.
For starters, exactly what is it and how does it achieve such gaudy numbers? Why is there almost no information available on it (especially in the U.S.–I can only take so much Google Translate). But even more curious, if it’s so good, why aren’t more manufacturers using it? If it is being used for “house brands,” which ones and why aren’t they touting 20,000/50,000 ratings? Aside from waterproof/breathability, what about durability and quality control in the manufacturing process?
There are several brands that use it, or have used it. Most seem to be pricey EU brands though and maybe trend a little more toward the fashion than the functional/technical side of things (Bergans, Kjus, Ortovox, Goldwin, Killy, Peak Performance, Descente, MEC, Spyder, Obermeyer, Phenix). It doesn’t seem that price is the reason no one uses it as there seem to be products available that are in line with the Arcteryx’s/Patagonias. MEC makes a jacket that’s very affordable. There’s also a guy making hunting apparel with it (Kuiu). Here’s a link to his explanation (marketing hype?): http://blog.kuiu.com/2013/08/21/waterproof-breathable-fabrics-how-they-work/#sthash.FqWrRl7Y.dpbs.
You would be doing a great service to mankind if you could sort this all out.
I have had a Phenix ski coat with Dermizax for three seasons now. It is the best coat that I have ever owned by far. It is definitely waterproof. I am a mogul skier so I sweat a lot and the jacket breathes supremely. And it stretches well so it does not restrict movement much. Also it is quiet, it does not crinkle. I can ski in it from plus 5 to minus 25 celcius comfortably. The reason that I got to this web site is that I am looking for a rain jacket with the same material.
I live in a truely wet environment (northern Ireland) I need pants and jacket that is basically 100% waterproof.
I was looking at a brand called stellar equipment.
Any feedback would be amazing
Many thanks Davey
David, I live on Vancouver Island (off the coast of British Columbia) and having spent time in Ireland, I can safely say we get almost the same weather. Very rainy winters, occasional snow. I still prefer my Neoshell jacket, although my Polartec Powershield has never left me disappointed either. I use a Neoshell lightweight for summer (layer in fall) and a heavier weight of either Neoshell (with a high loft inside which traps air, creating an extra bit of warmth) or, just a heavier 2 way stretch Powershield and layer as necessary. To begin with, you can literally pour water on the face of any of these fabrics and it just runs off. It is highly water repellent. Waterproof? In my opinion only rubber is waterproof, and you would sweat so much it might as well have holes in it, as you would be wet anyway. Most of these high tech fabrics eventually need some type of refreshing. There are a few choices to do that, my preference is a product called Gear Aid (wash in or there is also a spray-on type) that is designed for technical water repellent fabrics. All of the above fabrics are very breathable. You can’t beat Polartec…in my humble opinion. I have used these fabrics for years, and have jackets that look great even after 10 years.
Hey Dave,
I assume you’re looking at one of the two shells that Stellar Equipment makes? I’ve no personal experience with this brand and just perusing their website doesn’t offer much insight.
What I can say is that they employ Dermizax NX for their fabrics. You can see just above your comment a discussion on this exact fabric and membrane. We still haven’t had a chance to thoroughly test a Dermizax NX piece and if anything, it’s industry penetration has decreased since late 2014 when I last took a serious look at the fabric.
I wish I could be more help on Stellar Eq. What I can say is that if you need 100% waterproof outerwear, your best bet is Gore Pro. It’s expensive, but it’s rugged, very waterproof and decently breathable. Know that making outerwear waterproof is easy though. Keeping water out isn’t so hard, we’ve had effective rain jackets for decades. The hard part is the breathability. I think, depending on what you like to do outside, there are cheaper options than Gore Pro that will also keep you dry in Northern Ireland. For example Columbia has a new rain shell technology that doesn’t rely on a DWR, we can’t wait to test one of these jackets. If you do a lot of high output activity, check out Neoshell for sure, it’s the best compromise between breathability and waterproofness. Many companies have “proprietary” shell technologies that tend to work pretty well. If you need to trust your jacket in safety critical situations, Gore is going to be the most reliable, for the other 99% of us, there are many solid hard shells available for a more reasonable price.
Hope that helps!
Sam
Hey Dave, I actually had forgotten about a few reviews of TREW pieces that use Dermizax NX. Cy had great things to say, although I haven’t personally used the fabric. You can check out one of the reviews here: http://blistergearreview.com/gear-reviews/trew-wander-jacket
Hey Sam
You should get your hands on a coat made of Dermizax NX and try it, you will be impressed. My Phenix coat with Dermizax replaced a Columbia coat with Goretex. Both coats keep the water out totally but the Demizax coat lets it out too, making it way better to ski moguls in. I sweat a lot skiing and In my Goretex coat the sweat stays in so going back up the lift on a cold day I get cold. In my Dermizax coat the sweat breathes away so I do not get cold on cold days. I can wear the Dermizax coat on warmer days too, up to plus 5 Celsius. The Gortex coat is only comfortable at minus 5 or colder. Plus the Dermizax coat stretches while the Goretex is stiff. I personally will never buy non-breathable activewear again.
Hey Ron,
Great to hear you’re happy with your Dermizax jacket. We are definitely interested in checking out a Dermizax piece and hopefully we’ll get out in one soon!
Hi again Ron, I actually had forgotten about a few reviews of TREW pieces that use Dermizax NX. Cy had great things to say, although I haven’t personally used the fabric. You can check out one of the reviews here: http://blistergearreview.com/gear-reviews/trew-wander-jacket
Thanks for the link Sam, I will look at the Trew web site. Cy’s experience with Dermizax is the same as mine. My jacket is three years old now and is holding up well.
I got my wife a Kjus Lily with Dermizax(not sure if its NX or EV). Shes a complainer, and absolutely loves everything about the jacket. We tried Mountain Force and Karbon, but settled on the Kjus due to body type fit(and color of course). I skied in my 9yo Spyder Team Venom and she in her Kjus(when it was raining at the base and snow/sleet at the peak). After 3 hours of skiing she was completely dry and didn’t sweat. The inside of my jacket was dry but outside was soaked, hers, nothing. I have since upgraded to a Phenix with Dermizax EV but have not yet put it through the East Coast skiing test. I would still buy a Spyder, but the latest jacket styles didn’t really interest me. I do love their full zip Xt.l pants which i have had for 10 years and 0 problems.
Found this thread by coincidence, happy to hear that some of you are at least considering our brand Stellar Equipment ;-)
Here’s a pretty substantial review that covers both Dermizax NX and our products. It’s not completely unbiased as the photographer who wrote it gets his gear for free from us — but I think you will find it both relevant and informative nonetheless.
hi sam. thanks for the usual beyond thorough blister report. i just stumbled on this 5 yr old thread today.
i think the columbia product you referenced is called Outdry. i have 2 items with this technology : boots and a jacket. the boots are lightweight 3/4 height hikers (just tall enough to evade your wrath…). fully waterproof, but much more importantly, more breathable than any other membrane shoe i have used. ZERO swamp foot. comfortable to leave on all day.
the jacket has not seen as much use, but i am hopefull for high performance. i have used it skiing. and, though i am not fond of the fit or the features, the breathability is excellent. this from a fat old PNW tele skier, aka a sweat factory…
keep up the good work !
Thanks for the response, Steve. We are certainly interested in Outdry and have a chance to get out in a few pieces. Stay tuned for reviews!
I also would be interested in seeing a breakdown of the new exterior membrane options that do not require DWR, such as Columbia Outdry. I have a Columbia Outdry jacket that I use for bike commuting and chairlifts. It is superior to anything I have used prior for waterproofing, with no DWR it never “wets out”. However it is not breathable enough for me for backcountry skiing. I would love to see these materials compared to interior membrane options.
I know it has been almost 10 years since the article was published, but I was wondering if anyone could provide scientific sources for all this data? The article itself is wonderful and I absolutely loved it, however, I would like to read more in-depth about it.